ВГМ-29 Молниеотводы на базе высокомачтовых опор с мобильной короной











Область применения: Для обеспечения равномерного освещения территорий во всех направлениях, защиты от ударов молний зданий, сооружений и защиты от перенапряжения в питающей сети.
- Высота (м): 29
- Нижний диаметр (мм): 441-525
- Размер фланца (мм): 640-750
- Покрытие: Горячее цинкование
- Материал: Листовая сталь
- Артикул производителя: ВГМ-29
Цена: по запросу
* Базовая цена за 1 шт. носит справочный характер. Не является публичной офертой. Уточняйте цены на ваше количество.
Позвоните в отдел продаж и узнайте точную цену
+7 (495) 215-22-09
или запросите цену онлайн:
Описание
Молниеотвод ВГМ-29 позволяет надежно защитить открытые площадки, здания и инженерные объекты от попадания молнии и осветить их. Конструктивно это изделие представляет собой мачту с мобильной рамой под светильники, на верхушке которой установлен штырь молниеприемника.
Главный плюс такого молниеотвода в том, что раму можно опустить до уровня земли. Электрик может ремонтировать или обслуживать световые приборы без аренды вышки гидроподъемника.
Процесс производства молниеотвода состоит из нескольких этапов:
- Подготовка материала. Сырьем для изготовления корпуса служит листовая сталь. Но ее марка и толщина подбирается индивидуально. Каждый молниеотвод делается на основе отдельного проекта, при составлении которого учитывается планируемая нагрузка и климатические особенности места эксплуатации.
- Порезка стали на детали. Для разрезания листовой стали используется плазменный станок с компьютерным управлением. Использование плазмы позволяет получить ровную кромку и деталь с точными размерами. Дополнительная механическая обработка не требуется.
- Гибка стали в конический ствол. Сгибание стальных деталей производится на гидравлическом прессе. Так как деформация производится медленно, внутренняя структура стали не нарушается.
Далее заготовки свариваются, к стволу прикрепляется фланцы, делается ревизионное отверстие. Для предотвращения коррозии все детали цинкуются.
Обращайтесь к менеджерам по работе с клиентами нашей компании.
Габаритные размеры опор
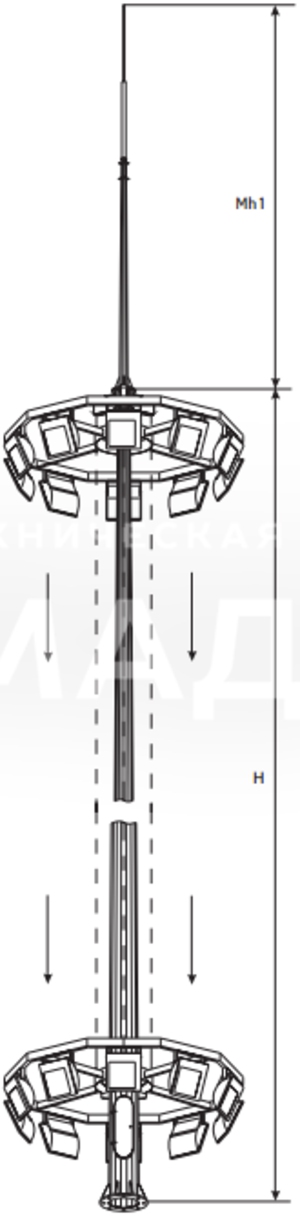
Основные параметры опор ВГМ
| Название | Обозначение | Общая высота, м (ВМО+МОТ) | Высота МОТ, м | Нижний диаметр, мм | Размер опорного фланца, мм | Межцентровое расстояние отверстий, мм | На базе опоры | |
|---|---|---|---|---|---|---|---|---|
| ВГМ-29 | ВГМ-20-М9 | 29 | 9 | ВМО-20 | 441 | 640 | 540 | ВМО-20 |
| ВГМ-29 | ВГМ-20-М9 | 29 | 9 | ВМО-20 | 525 | 750 | 650 | ВМО-20 |
| ВГМ-29 | ВГМ-20-М9 | 29 | 9 | ВМО-20 | 500 | 700 | 600 | ВМО-20 |
Популярные модели
-
 ОГК Опоры гранёные конические
ОГК Опоры гранёные конические -
 МОГК, МОТ Молниеотводы гранёные и трубчатые
МОГК, МОТ Молниеотводы гранёные и трубчатые -
 ОГС, ОГСп, ОГСГ, ОГУ Опоры гранёные силовые
ОГС, ОГСп, ОГСГ, ОГУ Опоры гранёные силовые -
 ОСФГ, ОГСГ, СКТРф Опоры для светосигнального оборудования
ОСФГ, ОГСГ, СКТРф Опоры для светосигнального оборудования -
 ОГС-0.4-8 Опоры граненые силовые
ОГС-0.4-8 Опоры граненые силовые -
 ВМО Высокомачтовые опоры с мобильной короной
ВМО Высокомачтовые опоры с мобильной короной -
 Кронштейны для установки консольных светильников
Кронштейны для установки консольных светильников -
 ОГС-0.4-10 Опоры граненые силовые
ОГС-0.4-10 Опоры граненые силовые -
 МК Монтажные комплекты для высокомачтовых опор
МК Монтажные комплекты для высокомачтовых опор -
 ОГКС Опоры граненые конические складывающиеся
ОГКС Опоры граненые конические складывающиеся